


No 3 (2014)
- Year: 2014
- Articles: 11
- URL: https://journal-vniispk.ru/1994-6309/issue/view/19984
- Description:
Full Issue

TECHNOLOGY
Residual stresses in compression and tension mandrelling of thick-walled cylinders
Abstract
The methodology and results of experimental study by Sachs method of residual stresses in thick-walled cylinders of steel grade 45 (0.45% C) with 5 mm diameter hole, outer diameter of 15 mm, height of 50 mm after compression and tension mandrelling, which is performed with allowances that ensure high accuracy of the mandrelled holes are presented in the article.It is found that the transition from the compression configuration to the tension one increases axial and radial residual strains and reduces hoop residual strains on the surface of the hole and outer surface of the cylinder, and increases the largest in absolute value residual stresses in these areas: hoop stresses – from 285 to 320 MPa; radial stresses – from 105 to 115 MPa; axial stresses – from 20 to 60 MPa.It is shown that the nature of the residual stress distribution in cylinders does not depend on the mandrelling configuration.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):45-50
 45-50
45-50



Technological features of the bimetallic joints «steel Ст3 + steel 12Х18Н10Т» layout by high-precision plasma cutting
Abstract
The prospects of using high-precision plasma cutting of the layered compositions "steel Ст3 + steel 12Х18Н10Т" received by explosion welding are identified. The rationale for the selection of technological schemes to optimize the mode parameters for accuracy, cut quality and burr formation is given. The inadvisability of using technological scheme Hi-FocusF, realizable at a maximum current mode (130 A) as not providing sufficient quality cut is demonstrated experimentally. The scheme of experiments to optimize the processing, which suggests of using the technological scheme Hi-Focusplus, recommended for carbon steel cutting, and scheme Hi-Focus for alloyed steels when cutting both the steel component and alloy is proposed. Peculiarities of cut geometry formation when cutting steel 12Х18Н10Т side by technological scheme Hi-Focus with current mode I = 45 A for alloyed steels in processing speed range of 1,1 to 1,5 m / min are identified. The optimal value of the speed V = 1,2 m / min, providing optimum cutting quality with minimum burr are identified. Start cutting from the carbon steel side leads to the change in the character of the cut geometry. The presence of 3 specific areas in the cross section of cut is observed and quantitative estimation of the accuracy when the processing speed changed is given.Using technological scheme Hi-Focusplus for cutting bimetallic composition allows to determine the optimal values of the processing speed (V = 1,7 m / min) during cutting steel Ст 3 ensure minimal deviation from perpendicularity of the cut. It is noted that using the technological scheme Hi-Focusplus for bimetallic composition cutting on both side is not accompanied by burr forming on the bottom edge of the cut.The study of the cut surface quality showed of the low surface roughness (Ra = 1,2 - 1,6 mm) and its good topography.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):51-67
51-67
An influence of hard alloys electro-diamond grinding parameters on the amount of dissolved material
Abstract
1. Shcherbak M.V., Tolstaya M.A., Anisimov A.P., Postanogov V.Kh. Osnovy teorii i praktiki elektrokhimicheskoi obrabotki metallov i splavov [Bases of the theory and practice of electrochemical machining of metals and alloys]. Moscow, Mashinostroenie Publ., 1981. 263 p.2. Arkhipov P.V. Povyshenie rezhushchikh svoistv almaznykh krugov na metallicheskoi svyazke putem ustraneniya ikh zasalivaniya. Avtoref. diss. kand. tekhn. nauk [Increasing the cutting properties of diamond wheels in metal bond by removing them blunting. Author's abstract of Dr. tech. sci. diss.]. Tomsk, 2010. 20 p.3. Yanyushkin A.S., Medvedeva O.I., Arkhipov P.V., Popov V.Yu. Mekhanizm obrazovaniya zashchitnykh plenok na almaznykh krugakh s metallicheskoi svyazkoi [The mechanism of protective films formation on diamond wheel with metal link]. Sistemy. Metody. Tekhnologii – Systems. Methods. Technologies, 2010, no. 5, pp. 132-138.4. Arkhipov P.V., Potapova G.E. Tverdosplavnye materialy i metody ikh obrabotki [Carbide materials and their processing]. Mekhaniki XXI veku – Mechanics of the XXI century, 2012, no. 11, pp. 220-222.5. Lobanov D.V. Sovershenstvovanie tekhnologii zatachivaniya tverdosplavnogo derevorezhushchego instrumenta. Diss. kand. tekhn. nauk [Improving technology sharpening carbide woodworking tools. Dr. tech. sci. diss.]. Bratsk, 2005. 148 p.6. Kuznetsov A.M. Povyshenie effektivnosti frezerovaniya kompozitsionnykh drevesnykh materialov melkozernistym tverdosplavnym instrumentom. Diss. kand. tekhn. nauk [Improving the efficiency of milling composite wood materials with fine carbide tools. Dr. tech. sci. diss.]. Irkutsk, 2009. 217 p.7. Rychkov D.A. Sovershenstvovanie protsessa podgotovki rezhushchego instrumenta pri frezerovanii steklotekstolita. Diss. kand. tekhn. nauk [Improve the training of the cutting tool during milling fiberglass. Dr. tech. sci. diss.]. Irkutsk, 2011. 190 p.8. Medvedeva O.I., Yanyushkin A.S., Lobanov D.V., Arkhipov P.V. Analiz geometrii kontaktnogo vzaimodeistviya almaznogo kruga s obrabatyvaemoi detal'yu pri ploskom shlifovanii [Analysis of the geometry of the contact interaction of the diamond wheel with the workpiece in surface grinding]. Mekhaniki XXI veku – Mechanics of the XXI century, 2013, no. 12, pp. 104-106.9. Nosenko V.A. Vliyanie kontaktnykh protsessov na iznos kruga pri shlifovanii [Influence of contact processes for grinding wheel wear]. Instrument i tekhnologii – Tools and technologies, 2004, no. 17-18, pp. 162-167.10. Shorkin V.S., Frolenkova L.Yu., Azarov A.S. Uchet vliyaniya troinogo vzaimodeistviya chastits sredy na poverkhnostnye i adgezionnye svoistva tverdykh tel [Accounting for the effects of the triple interaction of the medium particles on the surface and adhesive properties of solids]. Materialovedenie – Material Science, 2011, no. 2, pp. 2-7.11. Zamashchikov Y.I. Duality in Metal Cutting: Impact to the Surface Layer Residual Stress. Materials and Manufacturing Processes, 2006, vol. 21, iss. 5, pp. 551-566. doi: 10.1080/1042691050047170612. Yanyushkin A.S., Medvedeva O.I., Yanyushkin S.A., Popov V.Yu. [Physicochemical interaction tool and materials treated with combined electrochemical grinding]. Trudy Bratskogo gosudarstvennogo universiteta. Seriya: Estestvennye i inzhenernye nauki [Proceedings of the Bratsk State University. Series: Natural and Engineering Sciences], 2012, vol. 1, pp. 183-190.13. Yan'kov Yu.V., Osipova A.S., Kuznetsov A.M. Napryazheniya voznikayushchie v oblasti rezhushchei kromki pri zatochke instrumenta [Stresses arising in the field of cutting edge while sharpening tool]. Mekhaniki XXI veku – Mechanics of the XXI century, 2012, no. 11, pp. 274-275.14. Rychkov D.A. Opredelenie perioda stoikosti rezhushchego instrumenta pri frezerovanii steklotekstolita [Definition of tool life during milling fiberglass]. Potentsial sovremennoi nauki – The Potential of Modern Science, 2014, no. 2, pp. 48-52.15. Medvedeva O.I., Yanyushkin A.S., Popov V.Yu. Raschet energii adgezii kontaktnykh poverkhnostei pri shlifovanii instrumental'nykh materialov razlichnymi metodami [Calculation of energy of adhesion of contact surfaces at grinding of tool materials by various methods]. Naukoemkie tekhnologii v mashinostroenii – High Tech in mechanical engineering, 2014, no. 5 (35), pp. 14-19.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):68-75
68-75
Stochastic optimization during preparation of the basis for the coating
Abstract
Surface preparation for coating involves the creation of a certain roughness of the substrate. This is necessary to ensure proper adhesion. Substrate processing generates a surface microrelief, that increases the substrate surface and the adhesion strength. A high unit cost of some coatings materials substantially limits its thickness. In this case, the main criterion is the cost of the coating layer volume, including the material in the scratches of the substrate. The formulation of the problem of substrate machining operations optimization to maximize the area of the contact with the coating and minimal consumption of materials, taking into account the stochastic characteristics of the tool geometry is described in the paper. The described method allows on the design stage to optimize substrate technological machining operations to maximize the area of contact with the coating and the minimum consumption of materials, taking into account the stochastic characteristics of the tool geometry.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):76-81
76-81
Development of the finite element method for solution of the contact problem of interaction between the tool and workpiece
Abstract
The instrument of technological inheritance mechanics is developed to design strengthening technological processes, providing specified operation characteristics of machine parts. The key issue, that determinate the accuracy of the developed technological solutions, is the adequacy of calculating the mechanical state in the deformation actual processes that occur in the metal surface layer during processing. The traditional approach to solving the problems of contact interaction of the workpiece and the tool has several drawbacks that lead to the possibility of significant errors in the calculation. An approach to the solution of the contact problem by incorporating a system of equations of the finite element approximation of the contact surface is offered in the paper. An example of the calculation in the elastic formulation for linear triangular element is given. It is noted that the proposed solution has a number of advantages in comparison with a solution that can be obtained using commercial CAE-systems that use the finite element method to calculate the stress-strain state.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):82-89
82-89
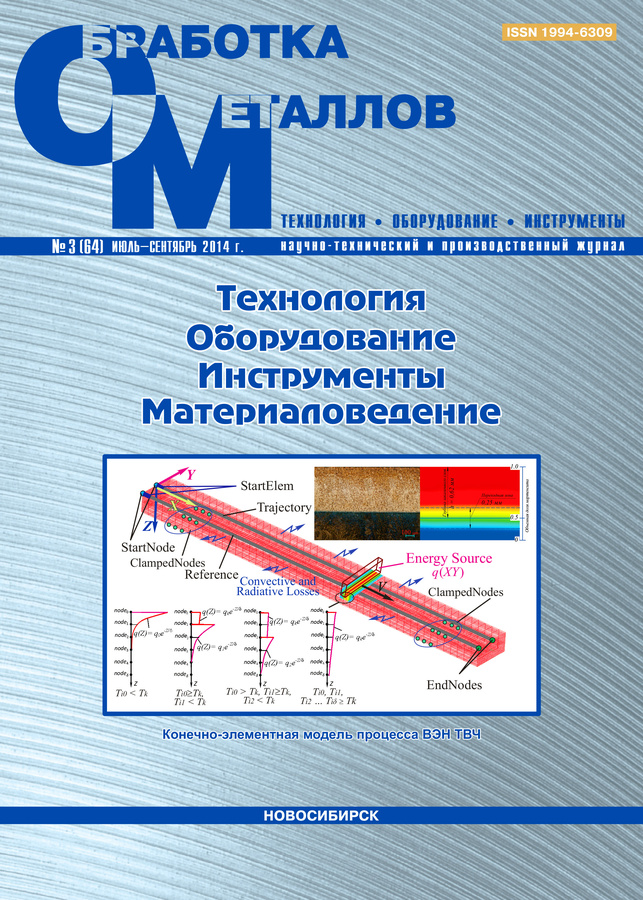
Analysis of the stress-strain state of the material under high-energy heating by high frequency currents
Abstract
Purpose: To increase the performance properties of the machine parts, part surface layer modification methods are becoming more and more popular. They use concentrated energy sources to achieve high heating rates of around 104 to 105 oC/s. Therefore, it is rather difficult to experimentally determine the values of the heat cycle parameters that are needed to predict the required size and character of the residual stress distribution and deformation. The task of this paper is to numerically model the stress-strain state of the material under high energy heating by high-frequency currents (HEH HFC). Methods: The finite element model was created in the ANSYS and SYSWELD software complexes that use numerical methods to solve differential equations of transient heat conduction (Fourier equation), carbon diffusion (Fick’;s second law) and elastoplastic material behavior. The modeling results were verified by means of natural experiments using optical and scanning microscopy, mechanical and X-ray methods to detect residual stresses. Results and Discussion: It was established that in the observed change range of the HEH HFC modes, the level of residual compression stresses on surfaces of parts may achieve the values of -500 to -1000 MPa. It was theoretically proven and experimentally confirmed that the size of the transition layer should constitute 25 to 33 % of the hardened layer depth, which shifts the peak of the tension stresses to the deeper layers of the material while decreasing the compression stresses on the surface by 6 to 10 % and excluding the possibility of heat treatment crack formation.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):90-102
90-102
MATERIAL SCIENCE
Analysis of α-grain uniformly distributed over the cross section of pipe billets 58Cu-34Zn-3Mn-2Al alloy
Abstract
The influence of the heating temperature during the heat treatment of the alloy tube billets 58Сu-34Zn-3Mn-2Al after extrusion on the quantity of α-phase is investigated, and an analysis of the distribution of α-grains in the cross section of billets is carried out. It is established that the most uniform distribution is achieved by α-grains after heating the pipe blanks to 450 ° C, holding for 3 hours with the next air cooling. As a result of the work, the causes of uneven distribution of α-phase is found, also a recommendation for its reduction throughout the length of pipes is given. A correlation between the amount of α-phase, after extrusion and after aging is marked. The possibility of using software packages SIAMS type 700 when calculating the amount of α-phase is analyzed.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):6-13
6-13
Fracture of friction stir welded butt joints structure of aluminum-magnesium alloy
Abstract
The results of aluminum-magnesium alloy friction stir welded joints fracture investigations are put forward in the article. Through the example of welded joints of plates with different thickness it is illustrated that macro- and microstructure of the welds have both common features of strained metal and peculiars caused by the impact of welding temperature-time criteria. It is demonstrated that the significant difference between weld microstructure and original metal was formation of the gradient fine-grained microstructure without signs of texture. It is revealed that as a result of heating and cooling temperature-time terms variation during welding of thick alloyed plates in the weld zone along with dynamic cell formation partial strained structure recrystallization can occur. It is illustrated that in case of recrystallization the joint fracture was along the boundary of the areas with different structures. A comparative analysis of the fracture topography of the broken specimen joints that were obtained from the alloy plates with different thickness is carried out. This analysis revealed that both cases showed similar fracture pattern. A crack originated in the root and run to a distance that is approximately equal to middle of the specimen gauge along to transition boundary of the base metal structure to gradient one. “Pest” degradation goes further. Nature of the alloy structuring mechanism in the weld zone stimulated with heating and intensive plastic deformation is discussed.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):14-20
14-20
Structure and mechanical properties of Ni3Al intermetallic, fabricated by spark plasma sintering of mechanically activated «Ni - Al» powder mixtures
Abstract
The structure and mechanical properties of Ni3Al intermetallic are studied. The materials are fabricated according to different schemes, which combined mechanical activation of Ni and Al powders, self-propagating high temperature synthesis (SHS) and spark plasma sintering (SPS). It is found that Ni3Al intermetallics, fabricated by SPS using three different routes, have relative density of about 97 % and high values of mechanical properties compared to similar materials, obtained by conventional methods. Microhardness of the sintered samples range from 6100 to 6300 MPa. The value of flexural strength of all sintered samples is equal to 800 MPa. Spark plasma sintering of 86.71 % wt. Ni and 13.29 % wt. Al powders at 1100 °C leads to the formation of the material with the highest level of tensile strength equal to 400 MPa. This process was the most fast and efficient. It combines the chemical interaction of reagents with the sintering process.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):21-27
21-27
Structure and mechanical properties of multilayered composite material, formed by explosive welding of steel 12Х18Н10Т and steel Н18К9М5Т thin plates
Abstract
The research of the structure and mechanical properties of multilayered composite material, formed by one step explosive welding of the plates of steel 12Х18Н10Т and steel Н18К9М5Т followed by heat treatment, is conducted. Composite material has a high quality of the joints. Bands of localized plastic deformation are detected in the central layers of the welded pack. Such bands formation is undesirable effect, accompanying explosive welding process. The hardness of austenitic Ni-Cr stainless steel in the welded pack increased twofold in comparison with its initial state. The hardness of maraging steel is up by 17 per cent. Age-hardening of the multilayered composite material leads to the growth of maraging steel layers hardness. The observed increase in the hardness of this steel from 4000 MPa to 7500 MPa is due to the precipitation of hardening fine intermetallic phases (Ni3Ti, Fe2Mo) during age-hardening. The toughness of the multilayered material after explosive welding and age-hardening is not inferior the steel 12X18H10T toughness.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):28-36
28-36
About the influence of ceramic coatings on the stress-strain characteristics of the alloy Д16АТ (Al-Cu-Mg)
Abstract
Nowadays the most part of the machine elements is subjected to different technological effects on the stage of production. These effects are intended to improve the operational characteristics of the machine elements. One of such effect is the formation of the ceramic coating on the product surface. Ceramic coating has very high wear resistance, low coefficient of friction, but its operational characteristics in conditions when the sample with coating is subjected to loading with variable sign are unknown. The method of investigation of relationships of inelastic deformation of the samples with nonhomogeneous structure of metal alloy Д16АТ in conditions of periodic loading are suggested in the paper. The research methodology includes a step-stress test in the cycle, and registration of the effects of non-equilibrium strain. The study represents the comparative analysis of samples with removed and modified surface layer. Layer is modified by micro-arc oxidation (MAO) and removed by chemical etching in alkaline sodium hydroxide solution (15% NaOH). It is proved that the samples with coating demonstrate higher stress under which irreversible phenomena occur in comparison with the samples with removed surface layer. It is shown that the stress at which there are irreversible phenomena in coated specimens is 20% higher than that of the samples with a removed surface layer.
Obrabotka Metallov / Metal Working and Material Science. 2014;(3):37-44
37-44